亚新振动,驱动未来
宽频高效,行业先锋
 服务热线:17516488000
服务热线:1751648800018037131223
亚新振动,驱动未来
宽频高效,行业先锋
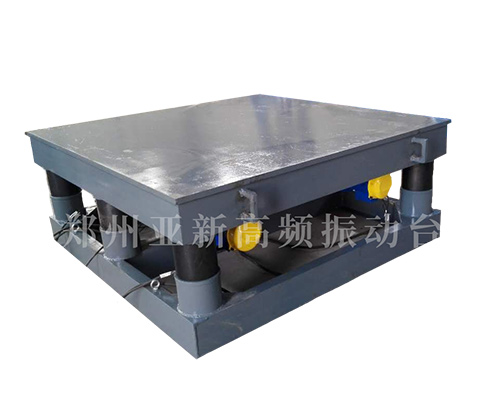
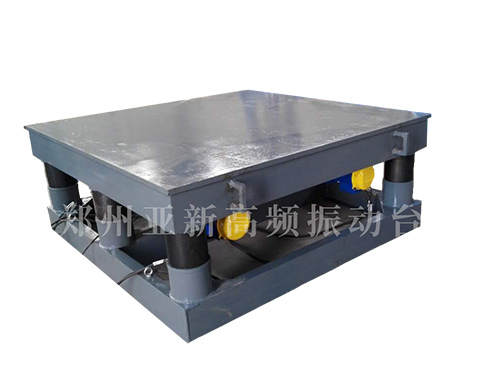
服务热线:17516488000振动浇铸的几大要素
在振动浇铸工艺使用过程中,涉及到的几大要素有振动电机的工作频率、转速、振动力、额定频率、额定转速、振动载荷、振幅、振动方式、振动台固有频率等。
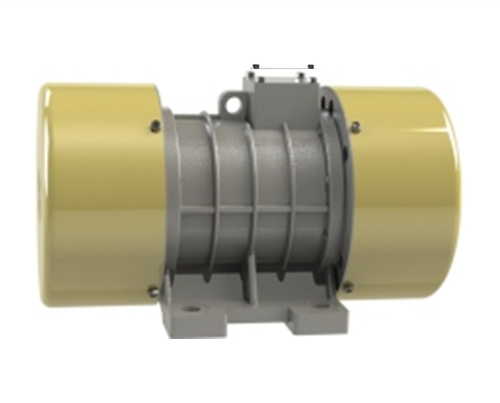
1. 振动电机的工作频率:是指动力电源输入到振动电机线包内的电频率,如两极电机以五十赫兹运转,结果为振动电机每秒振动50次.如通过变频器将工作频率升频到一百赫兹,电机每秒振动100次.
通常我们所说振动电机的频率是指输入电机内的电源频率,是输入频率,而不是电机的输出频率。当输入频率一定时,输出频率由振动电机的极对数决定.在振动电机铭牌参数里,其频率栏代表的是输入频率,单位Hz.
2. 振动电机的转速:指振动电机每分钟的旋转圈数(即做功次数)。每秒的旋转圈数即为该振动电机的输出频率。如输入频率为五十赫兹时,两极电机的输出频率是50hz,3000r/min.四极电机的输出频率25赫兹,1500转/分。六极电机的输出频率为16.7赫兹,1000转/分。由于异步电机存在转速差,电机实际输出频率会低于理论输出频率。通常振动电机的表显工作频率和实际输出频率会有几赫兹的误差。实际输出频率低于设备显示频率。实际转速小于理论转速。
✸振动电机的输出频率和转速的关系:转速/60=输出频率。
✸电机的极对数:指电机定子线圈的极对数,分别为1、2、3、4对。三相交流电机每组线圈都会产生一对N、S磁极,每个电机每相含有的磁极个数就是极数。由于磁极是成对出现的,所以电机有2、4、6、8……极之分。两极电机的定子线圈能产生一对n、s磁极,四极电机会产生两对n、s磁极,以此类推。
✸电机输出频率=电机输入频率/电机极对数。两极电机的输出频率为输入频率/1,四极电机的输出频率为输入频率/2。六极电机为/3,八极电机为/4。就是说电机的实际做功频率是电机的输出频率也就是电机转速,而非输入频率。我们在选择振动电机时,不仅要知道电机的额定频率,还要知道电机的极对数。因为极对数不同,输出频率会差距很大。以200赫兹振动电机为例,同为200赫兹,两极电机的转速为12000转,对应输出频率为200赫兹。200赫兹四极电机的转速是6000转,对应输出频率是100赫兹。
3. 振动电机的振动力:振动电机转子两端的偏心块在旋转时产生。计算公式为f=mrω2,即激振力f是振动电机偏心块质量m乘以电机轴心到偏心块质心的距离r,再乘以质心角速度ω的平方。
✸振动电机的激振力随电机的输出频率升高而增加。随着输入频率的降低而减小。
✸振动电机的做功效率:为其工作转速乘以该转速下对应的激振力。转速越高振动效率越高。
4. 振动电机的额定频率:额定电压确定后,能够使振动电机运行中升温最慢,电流最小的频率。是振动电机设计时的基准频率。是振动电机的输入频率。
✷额定频率是振动电机使用前,变频器参数设置里,最重要的设置项。额定频率设置不正确,会导致振动电机在工作中运行电流增大,机身温度迅速异常升高,直至电机烧毁。
5. 额定转速:额定频率下电机转子每分钟的旋转圈数,单位为r/min。是振动电机的输出频率,也是振动电机的实际做功频率。是振动电机重要的选型参数之一。
✷额定转速的计算:额定频率*60/电机极对数。
✷电机转速随着工作频率的升降二升降。频率高转速就高。
✷转速越高,电机自身的振幅越小。振动力越大。
6. 振动载荷:振动电机向上推动的物体总质量。计算方法为台体重量+被振物体重量+振动电机重量。由于相对于被振物体重量,振动电机重量很轻,一般意义上讲振动载荷,仅指被振物体和台体重量。
✷其他参数不变的情况下,振动载荷越大,振幅越小。振动载荷是振动电机选型确定数量的主要参数。
7. 振幅:振动中被振物体的摆动幅度,单位mm。振幅会随着振动频率的升降而减小或增大。对整个振动环境来讲,振幅又分为振动电机自身振幅,振台台面振幅和砂箱振幅。 ✷电机振幅:振动电机自身的振动幅度。以12000转振动电机为例,转速从零到12000转时,随着转速的升高,电机自身振幅从几毫米降低到零点一毫米以下。
✷振台振幅:台体的振动幅度,通常约等于电机振幅,结构和刚度不同而略有差异。在其他参数不变情况下,振动频率越高,振台振幅越小,振动力越大。振动频率和振幅成反比,和激振力成正比。
✷砂箱振幅:被振物体振幅。当砂箱总质量大于等于振台总激振力时,砂箱振幅和振台振幅一致且同步。其振幅随振台振动频率的升高而减小。当砂箱质量小于振台激振力时,砂箱的振幅会随着振台振动频率的升高而增大而非减小,且不同步。所以在振浇平台的使用中,需要调整振台振动频率,让振台激振力等于或小于砂箱质量。
8. 振动模式:振动电机的运行方式。按工作频率分定频振动,双频循环振动,多段速连续变频振动等。按电机运行方向分垂直振动,水平振动,水平圆周振动,摆动等。
✸定频振动:振动电机启动后直接升到某一频率持续振动直到停机的振浇方式。经多次实验找到振浇最佳工作频率后,让振台持续稳定在最佳工作频率点上振动,会达到最佳振浇效果。但寻找最佳振浇频率的过程漫长且成本巨大。要求企业有足够的耐心和齐全的检测分析设备。
✸双频循环振动:振动电机启动后不停在a、b两个频率间循环的振动方式。使用中砂箱内铁水振动频率和振幅一直在有序变动。无需寻找最佳振浇频率。覆盖法振动。
✸多段速连续振动:振动电机启动后工作频率有规律的从a升到b,再由b升到c。。。然后再从n降到c,然后从c降到b,b到a的振动方式。其目的也是让铁水处在有序的不稳定状态。
✸垂直振动:振动浇铸台上成对配置高频振动电机,且每对电机的运转方向相反,成两两对转状态。振动合力理论上为垂直上下振动。水平方向的振动互相抵消。实际上只有两台电机的中分线上是垂直上下振动,中分线以外,台面仍然会有沿着距离最近电机运转方向的水平推力。并非完全垂直振动,就砂箱内的铁水而言,是水平推力和垂直推力的合力方向,两对以上振动电机组成的振台,结果总体是方向稳定不变的二维振动。在合力方向上振幅会随着振动频率的变化而变化。
✸水平振动:振台内所有电机按同一方向振动。其振动特征是单向二维圆周滚动。优点是整个振台振幅一致性高,沿振动方向没有振力抵消现象,是全频段全功振动,没有合力为零的情况。
✸水平圆周振动:振动电机布置在振台的四角,每个角一台,且相邻两台电机的轴线夹角为九十度。四台电机的运转方向一致。使砂箱内铁水沿逆时针或顺时针方向的三维圆周运动。该振动方式对涂料强度要求偏高。理论上利于排气和除杂。
✸摆动:轴向两台电机间旋转方向相反,切向两台电机转向相同。使振台形成对角线方向双锥体锥尖相对的三维摆动的振动方式。理论上利于补缩。
9. 振浇台的固有频率:振浇台工作时,电机运行频率引起台体共振时的频率。计算公式:Q=wLR。固有频率也称为自然频率(naturalfrequency)。物体做自由振动时,其位移随时间按正弦或余弦规律变化,振动的频率与初始条件无关,而仅与系统的固有特性有关(如质量、形状、材质等),称为固有频率,其对应周期称为固有周期。当振动电机的运行频率和振台自身的固有频率相同时,振台就会出现共振现象,导致台体振幅和振动噪声急剧增大。振台出现共振时对振台和振动电机有巨大的破坏力。且会导致砂箱内产品断裂塌箱等情况发生。在台体设计和加工时,严格控制台体的固有频率是十分必要的。电机输出频率越高的振浇台,台体固有频率控制难度越大。